- Beatrice: What litirabeng knowledge. Give me liberty or give me death.
- Johnie: Most help articles on the web are inaccurate or inohcerent. Not this!
- Regina: I have a decent amount of scar tissue from a inguinal hernia surgery 3 years ago. Although I remain [...]
- Magda: A really good answer, full of ralntiatioy!
- Mildred: Posts like this make the ineenrtt such a treasure trove
- Lakisha: Precious Elaoen,Yiur words, your heart for the Lord and for people is so beautiful.I am praying for [...]
Коробление и износ блока цилиндров. Зазор между поршнем и стенкой цилиндра
Коробление и износ блока цилиндров
1. Протрите верхнюю поверхность блока цилиндров. С помощью линейки и щупа измерьте ее коробление в шести точках, показанных на рисунке.
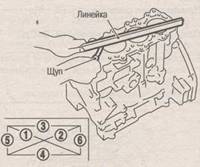
Предельное коробление: 0,04 мм
2. Если результат измерений превышает указанный предел, обработайте поверхность блока. Степень обработки поверхности блока цилиндров определяется состоянием поверхности головки цилиндров.
Неровность поверхности головки цилиндров «А».
Неровность поверхности блока цилиндров «В».
Максимальный предел обработки следующий: А + В = 0,7 мм Номинальная высота блока цилиндров от центра коленвала: 252,95 — 253,05 мм
3. Если необходимо, замените блок цилиндров.
Зазор между поршнем и стенкой цилиндра
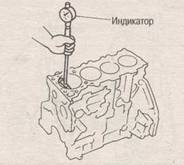
1. Используя измеритель диаметров отверстий, определите внутренний диаметр цилиндра.
Измерения проводятся в 6 положениях: сверху, в центре, внизу (А, В, С) и по 2 осям (ХиУ), что позволит оценить степень износа, овальность и конусность цилиндров.
Стандартный внутренний диаметр:
86,000 — 86,030 мм Предельный износ: 0,20 мм Если зазор оказался больше нормы, сделайте расточку всех цилиндров. При необходимости замените блок цилиндров.
Предельная овальность (X — Y):
0,015 мм Предельная конусность (А-В-С):
0,01 мм
2. Проверьте наличие задиров и заклинивание. Если имеется заклинивание, сделайте хонингование.
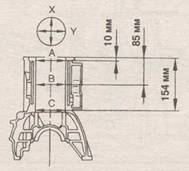
3. Измерьте диаметр юбки поршня.
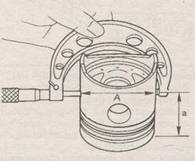
Диаметр поршня «А»:
Стандарт: 85,920 — 85,950 мм Точка измерения «а» (расстояние от верха): 58,0 мм
4. Убедитесь, что зазор между поршнем и стенкой цилиндра в допустимых пределах.
• Выполните вычисление на основе значений наружного диаметра юбки поршня и внутреннего диаметра цилиндра (ось X, положение В):
Зазор между поршнем и стенкой = диаметр отверстия — диаметр поршня «А»: 0,070 — 0,090 мм (при температуре +20°С).
• Если зазор превышает норму, замените поршень в сборе с пальцем.
• Если блок цилиндров или поршни меняются на новые, подберите поршни следующим образом:
Если устанавливается новый блок цилиндров:
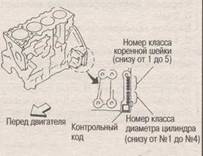
• Определите класс диаметра цилиндра (1, 2 или 3, номер расположен на левой стороне задней поверхности блока цилиндров) и подберите поршень такого же класса.
• Номер детали присваивается поршню и поршневому пальцу в сборе.
При повторном использовании старого блока цилиндров:
• Измерьте внутренний диаметр цилиндров.
• Опеределите класс цилиндра по проведенным измерениям и подберите для него поршень того же класса, см. таблицу.

Таблица подбора поршня:
|
Класс |
1 |
2 |
3 |
|
Диаметр |
86,000 — |
86,010- |
86,020 — |
|
цилиндра |
86,010 |
86,020 |
86,030 |
|
Наружный диаметр поршня |
85,920 — 85,930 |
85,930 — 85,940 |
85,940 — 85,950 |
5. Определите увеличенный размер поршня в зависимости от степени износа цилиндра.
Поршни увеличенного размера (на 0,25 и на 0,5 мм) имеются в ремонтном комплекте, см. раздел «Ремонтные данные и спецификации». При использовании поршня ремонтного размера отхонингуйте поверхность цилиндров, чтобы зазор был в пределах нормы. Не забудьте, что в этом случае также необходимо использовать поршневые кольца увеличенного размера.
6. Размер диаметра расточки цилиндра двигателя определяется сложением зазора поршень-стенка цилиндра и диаметра «А» поршня.
Вычисление диаметра расточки цилиндра: D = А + В — С, где D: Диаметр расточки А: Диаметр поршня В: Зазор
С: Припуск на хонингование 0,02 мм
7. Сделайте расточку цилиндров.
• Если необходимо расточить какой — либо из цилиндров, все другие цилиндры также следует расточить.
• Не растачивайте слишком сильно за один проход. Максимум — на 0,05 мм или близко к этому.
8. Отхонингуйте поверхность цилиндров, чтобы получить указанный зазор.
9. Измерьте овальность и конусность обработанных цилиндров.
• Измерение должно выполняться после того, как цилиндр двигателя остынет после хонингования.

 (Нет пока рейтинга, проголосуйте пожалуйста)
(Нет пока рейтинга, проголосуйте пожалуйста)